质保一年
产地新乡
容积10-127立方
功率6KW
驱动方式摩擦传动
日处理量1-30立方
型号HT
售后安装调试
1、槽式发酵主要用水泥槽盛放物料,将物料水分调整到易发酵阶段,含水率60%以下,每天用翻抛机进行翻堆充氧,15-30天左右发酵完成,占地面积大,发酵过程中气味不容易收集处理。耗能大,发酵周期太长,受季节及气温影响大;
2、条垛式发酵主要用于畜禽粪便及有机肥厂发酵,将水分调整到发酵合适的阶段堆成高1 .5米左右的条垛发酵,用移动式反刨机进行反刨充氧,不利于保温和提温,发酵时间长,气味无法管控,占地面积非常大。
3、立式罐发酵顶部持续进料下端持续出料,内部设有搅拌及充氧,达到发酵效果的物料逐往下走,6天左右为一个循环,但是体积庞大,由于搅拌受力太大,所以轴承扭力很大,容易断裂。工艺的原因,处理能力低,耗能和人工费用较高;
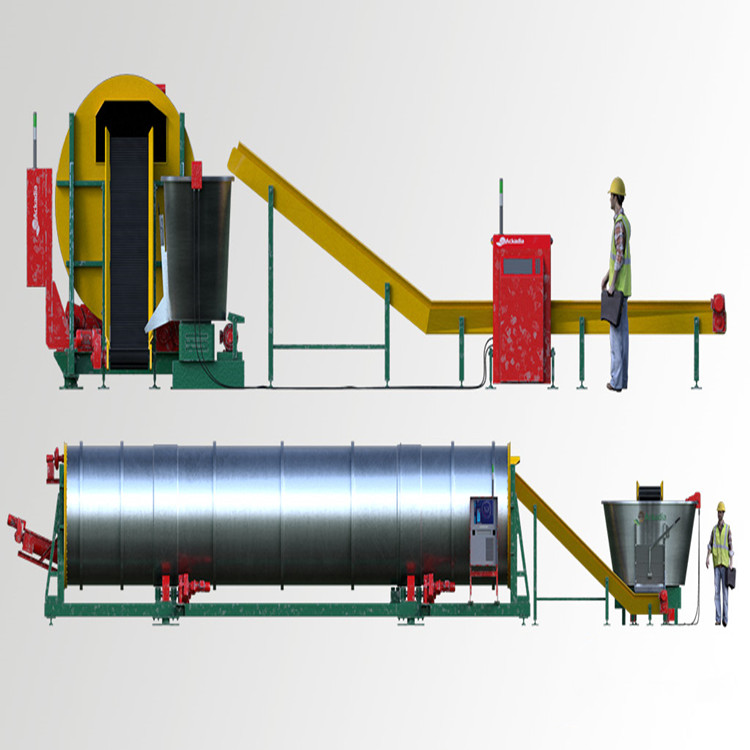
4、达诺式动态卧式罐发酵设备,利用罐体充热风或物料自身产生热量对罐内物料进行提温,激发菌种活性,提高发酵速度。故障率低,使用寿命长,维护简单。
餐厨垃圾泛指产生于餐饮业与居民生活的食物加工下脚料(厨余)和食用残余,组要成分包括蛋白质、淀粉、油脂等有机成分,具有含水率高,油脂、盐分高,易腐烂发臭等特点。中国城市每年产生餐厨垃圾不低于6000万吨,大中城市餐厨垃圾产量惊人,重庆、北京、广州等餐饮业发达城市问题尤其严重。目前,餐厨垃圾的处理技术主要有厌氧消化、饲料化、餐厨粉碎机、好氧堆肥以及小型生化就地处理设备等。厌氧消化工艺主要分为前端预处理分选、中端厌氧消化产沼、后端沼气资源化利用3个阶段;饲料化是指用餐厨垃圾饲养畜禽,特别是喂猪,但非洲猪瘟爆发蔓延下,各地严控餐厨垃圾饲料化;餐厨粉碎机是放置在厨房水槽与管道连通处的一个小机器,用高速旋转的电机带动研磨腔中的转盘,使餐厨垃圾在离心力的作用下相互撞击,在短的时间内将食物垃圾研磨成细小的颗粒顺水流排出管道。好氧堆肥工艺流程主要是:餐厨垃圾行破碎、分选处理,去除不适合堆肥处理的杂物,进行压缩脱水处理;然后在布料箱内添加堆肥所需的添加剂,进行50-70天的好氧堆肥处理。小型生化就地处理设备与好氧堆肥原理相同,辅以加热,发酵温度保持在50-70℃,发酵迅速。厌氧消化工艺起建规模高,消化周期长,且因为沼气产品不纯,利用困难;消化后的沼渣基本还是填埋,对产品尚未有一个很好的利用计划,导致整体效果不好。饲料化因食物同源性等问题逐渐被取缔。经破碎后的餐厨垃圾直接进入下水管道容易造成管道堵塞,同时目前的市政污水管网,尚未有能力接纳破碎后的餐厨垃圾,该工艺并不适合我们国内的管道情况。好氧堆肥占地大、周期长。堆肥过程中产生的污水和臭气会对周边环境造成二次污染。小型生化就地处理机则因为预处理中脱水及油水分离不能很好得分离出餐厨垃圾中的油脂,而高含量油脂和高含盐量不利于微生物的生长,从而制约了处理机的处理效果。此外,其产生的废水、废气未经处理直接排放,容易导致二次污染;加热模块也使得设备能耗较高。
随着我国城市化的发展,污水的排放量越来越大,导致城市污泥越来越多,污泥是污水处理后的产物,是一种由有机残片、、菌体、无机颗粒、胶体等组成的其复杂的非均质体。原有污泥的处理方法有焚烧,掩埋,填海等,这样不仅污染生活环境,在一定程度上也造成了资源的浪费。污泥处理常常采用工艺之一是发酵堆肥处理,但是在发酵过程中,会产生很多远高于常温气体的并带有大量水蒸气的废气,现有技术中对于废气的处理往往是直接排到大气中或者收集后通过滤池进行二次处理。这样废气中的热量没有充分利用,水蒸气也未得到有效去除及回收,不仅有可能延长发酵周期或影响发酵效果,而且排放气体还有可能污染环境。部分发酵、堆肥处理都是在露天的场合进行,这样不仅影响周边环境,而且会导致环境或人为等因素引起的发酵物料温度变化幅度较大,影响发酵效果。

立式发酵罐原理及技术源自于德国后转卖给日本,国内部分厂家由2013年从日本引进,发酵罐在日本用于畜禽粪便、餐厨垃圾的发酵,个别厂家一比一仿做将其用做污泥发酵,在发酵污泥过程中出现了一系列问题,比如搅拌机构主轴断裂、桨叶断裂、驱动机构棘轮齿断裂、主轴键断裂、出料不均内部塌方、不能正常出料及产量不稳定总是频繁培养菌床起炉导致污泥发酵罐无常运转,各别地方使用大量的辅料来降低驱动机构的阻力和增加污泥的透气性但是发酵的产量比照畜禽粪便和餐厨垃圾减少了70%以上并且还不稳定,原因是发酵罐自身原理、设计参数、力学设计是按照畜禽粪便及餐厨垃圾的物质,畜禽粪便及餐厨垃圾的比重、疏松性、透气率、成份、所需氧量和市政污泥完全不同,所以不能一概而论的使用。因此,有必要研究一种针对性的污泥高温好氧发酵设备,以解决现有技术中存在的污泥发酵处理效率低、故障率高、占地面积大、环境污染严重、成本高等问题。

厨余垃圾作为一种有机质废弃物,有机质含量丰富,在实际处理处置过程中常采用好氧发酵技术对厨余垃圾进行资源化。好氧发酵过程中,含水率是关键的控制因素之一,过高的含水率会阻碍气体在好氧发酵体系中的传质,从而使得好氧发酵体系趋于厌氧 ;过低的含水率会使得体系中微生物的活动受到抑制,不利于有机质的分解和腐殖化。好氧发酵过程中含水率会持续下降,为了使体系的含水率保持在一个合适的范围,通常采用外源补充水分的方式实现,但在好氧发酵产物贮藏、运输和使用过程中又要求含水率保持在较低的水平,因此这部分外源添加的水分在好氧发酵后期又需要被去除,这在无形中增加了好氧发酵的成本。而通过调控厨余垃圾好氧发酵体系的水分形态,在不外源添加水分的前提下,能改变好氧发酵体系的含水率状况,并有效促进好氧发酵体系的稳定和腐熟。
随着畜禽养殖业的集约化脚步的加快,高度自动化养殖逐渐形成,养殖与种植已是两种产业,这不仅致使畜禽粪便还田率大幅降低,也导致城郊畜禽养殖区粪便积累,污染周边环境。其中好氧堆肥技术是应用广泛的固体废弃有机物处理技术。好氧堆肥是指在一定的水分、C/N比、通风等人工可控的条件下,通过好氧微生物的作用,实现固体废弃物稳定化的一种技术方法,是一种有机肥料的生产方式。
http://www.yinhejixie.com.cn



